回転せず、押して捻る動きで穴をあけるドリルを開発
2021/04/14
- プレスリリース
- 研究
捻りの動作で一度に複数の穴加工を実現、エネルギー効率が向上
芝浦工業大学(東京都港区/学長 山田 純)システム理工学部機械制御システム学科酒井康徳助教らの研究グループは、傾斜支柱の構造体(スクイザ)を利用して振動によるスクイズ運動(並進と回転の複合運動)を発生させ、回転させずに穴を開けるドリルを開発しました。
従来の回転するドリルでは微小径のドリルほど回転数を上げる必要があり、エネルギー効率が悪く、形状精度の低下や加工部を冷却する必要などの課題が伴いました。本研究では、加振機に取り付けたスクイザでスクイズ運動を発生させ、ドリルが半回転を繰り返すことで容易に高い周速を得られます。並進運動で穴を出入りするため、切りくずの排出と加工部の冷却を効率良く行い、一度に複数の穴の加工も可能にします。
ポイント
- 押 して戻る並進運動に、捻り戻る半回転の動きをスクイザで発生させ、せん孔する
- 並進運動のため偏心せず、一つの動力源で同時に複数の穴加工が可能
- 微細加工時のエネルギー効率が良く、切りくず排出性が高く、工具冷却効率が良い
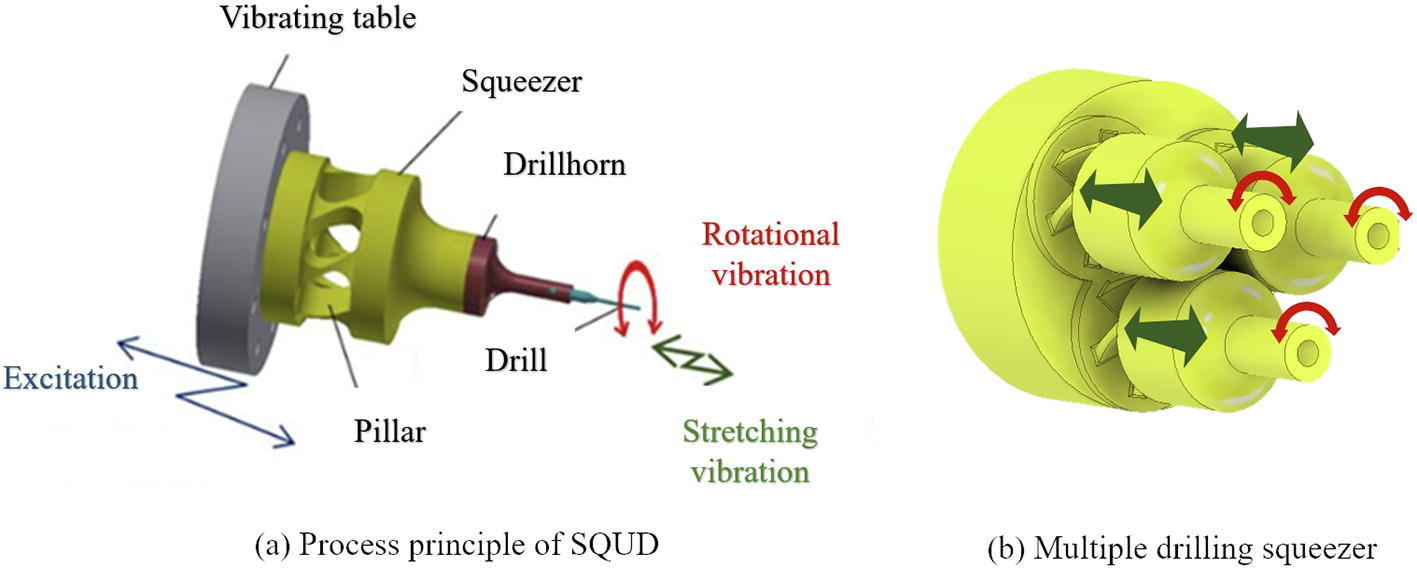 図1 穴あけ原理の概略図
図1 穴あけ原理の概略図Novel non-traditional mechanical drilling process with squeeze motion, SAKAI et al,
Materials Letters Volume 289, 15 April 2021, 129444
研究概要―スクイズ振動で容易に、回転ドリルと同様の周速を実現
加振機から加えられる並進運動に対して傾斜した支柱を設けたスクイザで、異方性の剛性特性を設計。並進と回転の複合運動であるスクイズ振動を発生させ、ドリルの先端に回転運動を与えます。これによりスクイザ・ドリル・ドリルホーンで構成されたシンプルな工具を並進方向に振動させるだけで、スクイズ振動による断続切削を実現。回転モーターを使わず、加振周波数に合わせた周速数で切削できます。直径100um以下の微細穴を印刷回路基板などへせん孔するには、スピンドルを通常100~300krpmで回転させて十分な工具周速を得る必要があります。この研究では振動によって、同様の周速を容易に得られることを確認しました。
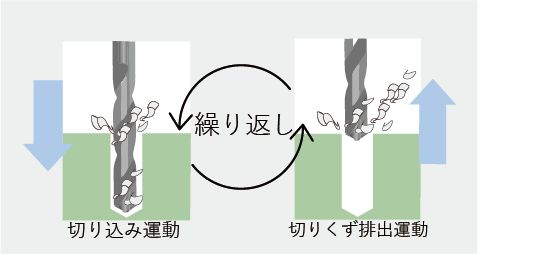 図2 ドリル先端の運動
図2 ドリル先端の運動今後の展開
今後は、適用可能材料の限界調査や加工条件の最適化を検討していきます。
論文情報
著者 :
芝浦工業大学 システム理工学部機械制御システム学科 助教 酒井 康徳
芝浦工業大学 システム理工学部機械制御システム学科 木野内 涼
芝浦工業大学 システム理工学部機械制御システム学科 鴇 雄太
東京工業大学 工学院機械系 准教授 田中 智久
論文名:
Novel non-traditional mechanical drilling process with squeeze motion
掲載誌:
Materials Letters
DOI :
https://doi.org/10.1016/j.matlet.2021.129444
お問い合わせ
芝浦工業大学 企画広報課
〒135-8548 東京都江東区豊洲3-7-5(豊洲キャンパス本部棟2階)
TEL:03-5859-7070 / FAX:03-5859-7071
E-mail:koho@ow.shibaura-it.ac.jp